










The feed port should be located in the thicker part of the product to ensure smooth and complete mold filling, and should be located where it does not affect the appearance and function of the product, the tie rod can be located at the edge or bottom, in the cold cavity near the gate In order to facilitate the demoulding of runners, large or flat products, it is recommended to use multi-point feeding to prevent product warpage and material shortage. Its position should be selected in the shortest place during the plastic filling process to reduce pressure loss, facilitate mold exhaust, and avoid opening the gate near the slender core, so as to prevent material flow from directly impacting the core, resulting in deformation, dislocation or bending.
The size of the gate is determined by the size, geometry, structure and plastic type of the product, and can be modified according to the mold test conditions. Through mold flow analysis or experience, it can be judged whether the product seam line caused by the gate position affects the appearance and function of the product. , which can be solved by increasing the cold material cavity. When a mold has multiple cavities, a symmetrical casting method is used for the same product.
1. When developing products or trial-producing new products, some users often only pay attention to the initial research and development of products, but ignore the communication with the mold manufacturing unit. The finalized design will not be modified due to the difficulty of parts processing, so that the mold maker can prepare the design in advance to prevent inadvertent consideration in a hurry and affect the construction period.
2. According to the different requirements of physical and chemical properties, parts materials, dimensional accuracy, mechanical strength, surface finish, service life and economy, different types of molds are selected for forming, and there are strict requirements for mold materials and forming processes. High-precision molds It needs to be processed by high-precision CNC machine tools. Some parts have special requirements in the forming process. The mold should adopt advanced technologies such as gas-assisted forming, hot runner, and nitrogen bottle.
3. Generally, large-scale stamping dies should consider whether the machine tool has a blank holder, multi-station progressive die, etc. When choosing a partner, you must understand its processing capabilities, not just hardware equipment, but also management level, processing experience and Technical strength, for the same set of molds, the quotations of different manufacturers are sometimes very different. Users must start from their own needs and comprehensively measure.
4. With qualified molds, it may not be possible to produce qualified products in batches. This is mainly related to the selection of machine tools, the forming process and the technical quality of operators. There are good molds and good molding processes. Through one-stop cooperation, and try to avoid multi-cooperation.
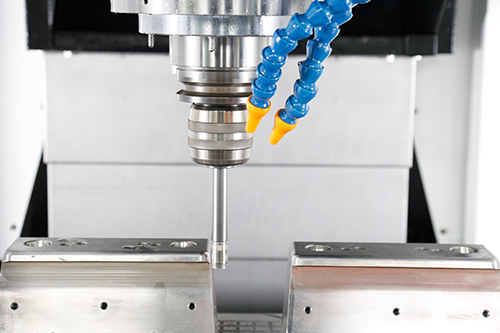
The cutting process of mold processing should be divided into at least three processes: roughing, semi-finishing and finishing, and sometimes even super-finishing. The roughing process will be suitable for ball end mills, round insert mills and large nose arcs Radius end mills, round insert milling cutters and ball nose milling cutters will be semi-finishing, during the finishing process, will be applied to round edge milling cutters and ball nose milling cutters, and the residual milling process will be applied to round insert milling Knives, ball end mills and straight end mills, in each process, it is very important to leave as much evenly distributed allowance as possible for the next process.
It is very important to optimize the cutting process by choosing the groove shape, special tool size and cutting parameters, brand combination and suitable milling strategy, so, should it be down milling or up milling in mold machining? The answer is to use climb milling.
When the cutting edge is just cut, the chip thickness can reach a maximum value in forward milling, and it is the lowest in up milling. Generally speaking, the tool life in up milling is shorter than that in down milling because of the The heat is significantly higher than in down milling, and more heat is generated as the chip thickness increases from zero to the maximum value in up milling because the friction on the cutting edge is stronger than in milling, and the radial force is also significantly higher in up milling , adversely affect the spindle bearing.
In climb milling, the cutting edge is mainly subjected to compressive stress, which has a more favorable effect on carbide inserts or solid carbide cutters than the tensile forces generated in up milling. There are of course exceptions, when using solid carbide end mills for side milling, especially in hardened materials, back milling is preferred, making it easier to achieve straight walls with tighter tolerances and better 90 degree angles Spend. If there is any misalignment between the different axial feeds, the tool connection marks are also very small, mainly due to the direction of the cutting force, if a very sharp edge is used in the cut, the cutting force will "pull" the knife towards the material, which can Another example of reverse milling is milling with an old manual milling machine. The old milling machine has a large screw clearance. The reverse milling generates cutting force to eliminate the clearance and make the milling action more stable.
The main steps of trial mode:
Because degraded rubber and miscellaneous materials may clog the mold, to prevent degraded rubber or miscellaneous materials from being injected into the mold, thoroughly clean the barrel, find the optimum temperature and pressure conditions, and develop a standard mold testing procedure.
Check whether the temperature of the barrel and the mold is suitable for processing the raw materials, adjust the pressure and injection volume, because the filling rate does not change much, it may cause the filling volume to change. When the mold is advanced by the screw when heated, the time should be appropriately extended to compact finished product.
Reasonable adjustment to reduce the total processing cycle. After successful debugging, a reasonable control tolerance can be obtained. When comparing the measured dimensions of each sample, it is necessary to pay attention to whether the size of the product is stable, and whether some dimensions have a tendency to increase or decrease. It indicates that the processing conditions are still changing, such as poor temperature control or poor oil pressure control, and whether the dimensional change is within the tolerance range.
During the mold test, care should be taken to make the processing run for a longer time to stabilize the melt temperature and hydraulic oil temperature. If the shrinkage is too large and the finished product looks insufficient, you can also refer to increasing the gate size, according to all the finished products are too large or Too small size adjust machine condition.
If the cavity size is still correct, try to change the machine conditions, if the cavity size is too large or too small, please correct, such as mold fill rate, mold temperature and various pressures, and check if some cavities fill slowly, check and correct Malfunctions in injection machines, such as defects in oil pumps, oil valves, thermostats, etc., can cause changes in processing conditions, and even a perfect mold cannot perform well in a poorly maintained machine.
Properly keep all records of sample inspection during mold tryout and retain all data that will help to successfully establish the same processing conditions in the future, resulting in a product that meets quality standards. At present, factory test molds often ignore mold temperature, but it is the most difficult to master mold temperature in short-term mold test and mass production in the future. Incorrect mold temperature will affect the size, shrinkage, luminosity, flow pattern and lack of material of the sample.
During the injection molding process, a large amount of melt will not seep out of the vent hole, because the melt will cool and solidify there, thereby blocking the channel, and the opening position of the vent port must not face the operator to avoid accidental The molten material sprayed hurts people.
1. The role of the exhaust groove
The main function of the exhaust groove is to discharge the air in the mold cavity and various gases generated during the heating of the material during the injection molding process of the molten material. The thinner the product is, the farther it is from the gate, the opening of the exhaust groove is particularly important. For small parts or precision parts, attention should also be paid to the opening of the exhaust groove, which can not only avoid surface burns and insufficient injection molding, but also eliminate the various defects of the product. kinds of defects and reduce mold contamination. In general, if the melt is injected at the highest injection rate and no focal points are left on the product, then the venting of the cavity can be considered adequate.
2. Exhaust method
There are many ways to vent the mold cavity, but each method must ensure that the size of the vent groove should be designed to prevent material from overflowing into the groove when venting, thereby preventing clogging. Too many venting grooves is harmful, because if the clamping pressure acting on the parting surface part without venting grooves is high, it is easy to cause cold flow or cracking of the cavity material, which is very dangerous. The cavity can be discharged by setting the vent groove at the end of the material flow of the gating system and leaving a gap around the ejector pin, because the selection of the depth, width and position of the vent groove will affect the aesthetics and accuracy of the product , so the size of the gap is limited to prevent flash around the ejector rod.
3. Design method
For product molds with complex geometric shapes, it is best to determine the opening of the exhaust groove after several mold tests, but the biggest disadvantage of the entire structure in the design of the mold structure is that the exhaust is not smooth. For the entire cavity core, there are several The exhaust method, such as using the groove of the cavity or the mounting part of the insert, using the insert joint on the side, partially making it into a spiral shape, installing the slotted slat core in the longitudinal position, and opening the process hole.
If it is difficult to open the exhaust grooves in some dead corners of the mold, when the exhaust is extremely difficult, the use of inlaid structure, etc., the proper opening of the exhaust grooves can greatly reduce the injection pressure, injection time, pressure holding time and clamping pressure, so that the plastic Molding is changed from difficult to easy, thereby improving production efficiency, reducing production costs and reducing machine energy consumption.

Provide free proofing service

0755-23244922 / 23400063

7*24 full service

Video live demonstration

 Phone: 18682296751
Phone: 18682296751
 Fax: 0755-23249890
Fax: 0755-23249890
 Email: Market@godemold.com / GDM@godemold.com
Email: Market@godemold.com / GDM@godemold.com
 ShenZhen Add: No7 floor,Building C,IdeeMonto Park, MaTian street, GuangMing district,ShenZhen,China. 518106
ShenZhen Add: No7 floor,Building C,IdeeMonto Park, MaTian street, GuangMing district,ShenZhen,China. 518106
DongGuan Add: 1-2 floor,No4 building,YuYunSmart Industrial Park,10 DaKan XiLong Road HuangJiang town, DongGuan, China. 523750





Molds

Products
About Us
Support
Technology Center
Manufacturing Center
News




























 English
English